送丝机送丝机构压紧力的调整
手工氩弧焊焊接的送丝方法多采用焊工手指捻动焊丝来完成送丝过程,焊工操作送丝时非常不方便,因此,手工送丝准确性差、一致性差、送丝不稳定,从而导致了焊接生产效率低下。送丝机送丝机构压紧力的调整内容如下。
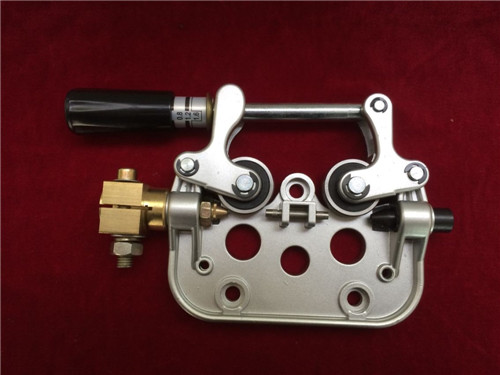
1、送丝机构前轮和后轮的导丝速度由两轮上所承受的压紧力所决定当后轮的送丝速度大于前轮的送丝速度时,则两轮间的焊丝易受压失稳,造成打结。所以应选择合适的前后轮压紧力,使后轮的送丝速度小于或等于前轮的送丝速度,这样就可以避免焊丝打结。
2、首先松开送丝机构上后轮的压紧调整螺丝,这样后轮不送丝,仅起导向作用,此时送丝动作由前轮完成。适当调整前轮的压紧调整螺丝,并人为地使焊丝在导电嘴处受阻,使焊丝能在前轮处打滑。最后把后轮上的调整螺丝稍稍拧紧,保证压紧力远小于前轮压紧力即可。
3、送丝轮所施加的压紧力对送丝的稳定性影响明显,压紧大小由压紧调整螺丝的松紧程度所决定,若压紧力过大,则送丝力大,当焊丝前端在软管中受阻或与导电嘴烧结时,送丝轮仍在送丝,这样就会在送丝轮和软管后端之间产生打结。
下一条:自动送丝机具体操作方法介绍
相关新闻
- 送丝机电压不稳定解决办法
- 送丝机电机如何保养
- 氩弧焊送丝机选购十大注意点
- 药芯焊丝是一种新型焊接材料
相关产品